Thoroughly remove the oil, dirt, insulation layer, etc. from the base material before welding. heating the base material first when welding, heating the thick part first, then the thin part. heating the copper part first, then the aluminum part.
Move the torch back and forth to evenly heat the welded part, the temperature of the welded part reaches 450-500°C, the welding wire will be added to the welded part.
Let the wire melt evenly into the weld (do not use the flame to heat directly against the wire, the temperature of the base material mainly dissolves the wire).
Then slightly sweep the welding part with the flame to ensure that the welding part brazing material spreads to positioning, remove the gun and let it cool naturally, and you can complete the welding.

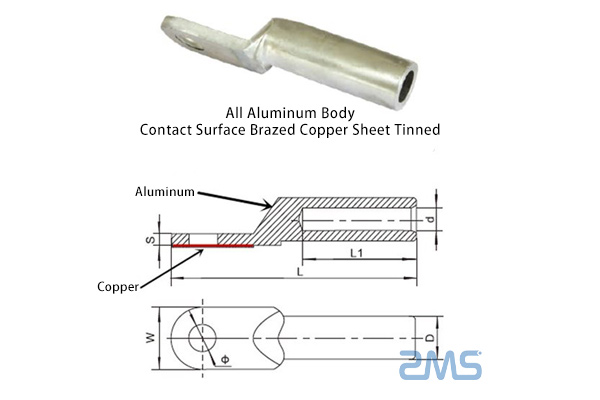
I. With The Use Of Copper And Aluminum Terminal Lug Welding Methods
Welding material: WE-ALCU-Q303
Tools and gas used: Third generation WE53 particular liquefied gas porous gun
Welding principle: The self-contained brazing powder is an organic non-corrosive brazing agent. The brazing powder melts with the metal cladding, breaks the metal surface oxide film and surface tension at a speed, and prevents re-oxidation. After the brazing powder infiltrates the metal surface, the brazing material can form brazing welds by capillary action.
Welding method:
1) Clean the welded part of the metal to be welded of oil, dirt, and insulation to reveal its metallic luster.
2) Work with the required welding parts, generally recommended gap of 0.05-0.1mm, with a gas welding gun (oxyacetylene heat source).
It is with the third generation WE53 special porous gun, the kind that burns liquefied gas alone.
This will spray a wider flame band with a softer flame, thus enabling more uniform heating of the part to evenly heat the base material being welded.
When the temperature of the base material rises evenly to about 300 degrees. The main heat source concentrates on heating the pre-designed weld while sweeping to heat the base material being welded. The heating order is thick parts first and then thin parts, copper parts first, and then aluminum parts.
3) to be welded at the welding temperature of about 400 degrees, to a certain welding angle fill welding at (angle to molten wire fully fused in the welding part is appropriate).
The temperature of the base material must reach 400 degrees. To be welded part of the brazing material in the weld to form a uniform weld, remove the gun, natural cooling, and the entire welding process is complete.
Do not try not to burn ALCU-Q303 during this process, because this is different from the traditional welding wire.
The principle of this one is to melt ALCU-Q303 by the heat conduction of the base material.
You can use the end of the flame to slightly start the wire to help melt, but do not use fire to burn the wire directly.
Ⅱ. The Use Of Bimetallic Terminal Lugs Welding Methods
Welding material: M51 + M51-F, low-temperature copper and aluminum welding.
The use of tools and gas: electric soldering iron, hot air gun, the third generation of WE53 particular liquefied gas porous gun, reflow oven, tunnel furnace
Welding principle: completely rely on the heat conduction of the base material to melt the welding wire molding.
Welding Method:
1) Clean the surface of the base material and apply a small amount of M51-F flux to the weld area. (M51-F flux is used to break the surface oxide film, clean the surface and enhance the fluidity of the molten wire).
2) Preheat the sample with a medium-sized flame until the flux is light yellow.
When the slightly boiling state, indicates that the temperature has reached the working temperature of about 179 degrees (the flux indicates temperature and anti-oxidation, enhancing the fluidity of the thin layer).
Never use fire to burn the flux when heating the base material, because the flux will blacken under the flame burn to lose the role of breaking the tension of the aluminum metal surface, so be careful not to burn the temperature particularly high.
When you find that the welding some dry or black, you can use M51 wire with some M51-F recoat in the welding place to play a welding aid role.
3) When welding the universal 51 alloys, the molten wire will flow under the action of M51-F, and the molten M51 metal will flow towards the higher temperature after the local temperature difference is caused at the welded area.
Therefore, it is possible to achieve a beautiful weld with a single-sided weld and a double-sided weld by creating a temperature difference based on this property.
The metal flows through the joint and forms a smooth and neat joint.